
Choosing a universal testing machine for plastic testing often sounds easier than it really is. Many buyers start with force capacity, frame size, or the idea of buying extra room for future work. That may seem like a safe decision, but it can push a lab toward a system that costs more, takes up more space, and does not match daily testing needs.
The challenge comes from how broad plastics testing can be. One lab may focus on tensile testing for rigid molded specimens, another may run flexural tests on semi-rigid components, while others may handle thin films, sheets, reinforced plastics, or a wider mix of quality control and development work. Once applications vary, the machine can no longer be chosen by force range alone.
A better decision starts with the actual test program. Standards, specimen geometry, expected loads, grips, fixtures, strain measurement, reporting needs, and day-to-day workflow should define the system before buyers compare frame designs or force ranges. That practical starting point leads into the first selection step: looking at the test program before the frame size.
Start With the Test Program, Not the Frame Size
A universal testing machine for plastic testing should be chosen based on the work it will actually handle. Many buying decisions start too early with force capacity, even though capacity is only one part of the system. The test program should come first: the methods being run, the materials being tested, the specimen forms involved, and the level of measurement control the lab needs.
The first point to define is the mix of tests performed most often. For many plastics labs, that means tensile testing to ASTM D638 or ISO 527-2 and flexural testing to ASTM D790 or ISO 178. Some programs also include compression testing under ASTM D695, while thin films and sheets shift the selection path toward ASTM D882. Each method affects specimen style, fixture choice, and the type of measurement the setup must support.
Material range matters just as much. A lab working with rigid molded plastics will not need the same setup as one handling semi-rigid parts, reinforced plastics, films, foams, or a broader development workload. Two labs may both say they do plastic testing while facing very different load levels, gripping conditions, and specimen behavior. A more useful starting point is to define which plastics the lab tests, in what form, and under which standards.
Specimen geometry should be defined at the same stage. A rigid tensile bar, a thin film strip, and a flexural specimen for three-point bending do not call for the same grips, fixtures, or setup. The hardware around the frame should follow the samples the lab actually runs, instead of being added later after the machine has already been narrowed down.
Expected load range still belongs in the discussion, but it should be read in context. Routine plastics work often fits a lower benchtop range, while reinforced plastics or broader mixed-material work may justify more capacity. A higher force rating can be useful, but only when it matches the real demands of the program. On its own, it does not define the right machine.
Measurement requirements can change the decision just as quickly. In some programs, force and break data may cover the main need. In others, strain accuracy and modulus evaluation are a much larger part of the job. In those programs, extensometry and measurement quality should be specified early.
The way the system will be used across the lab also needs to be clear before machine size is discussed. A QC lab may care most about repeatability, setup speed, and simple reporting. An R&D lab may need broader flexibility across methods and fixtures. A production-support lab may prioritize throughput, while a multi-user environment may need a system that is easier to run consistently from one operator to the next.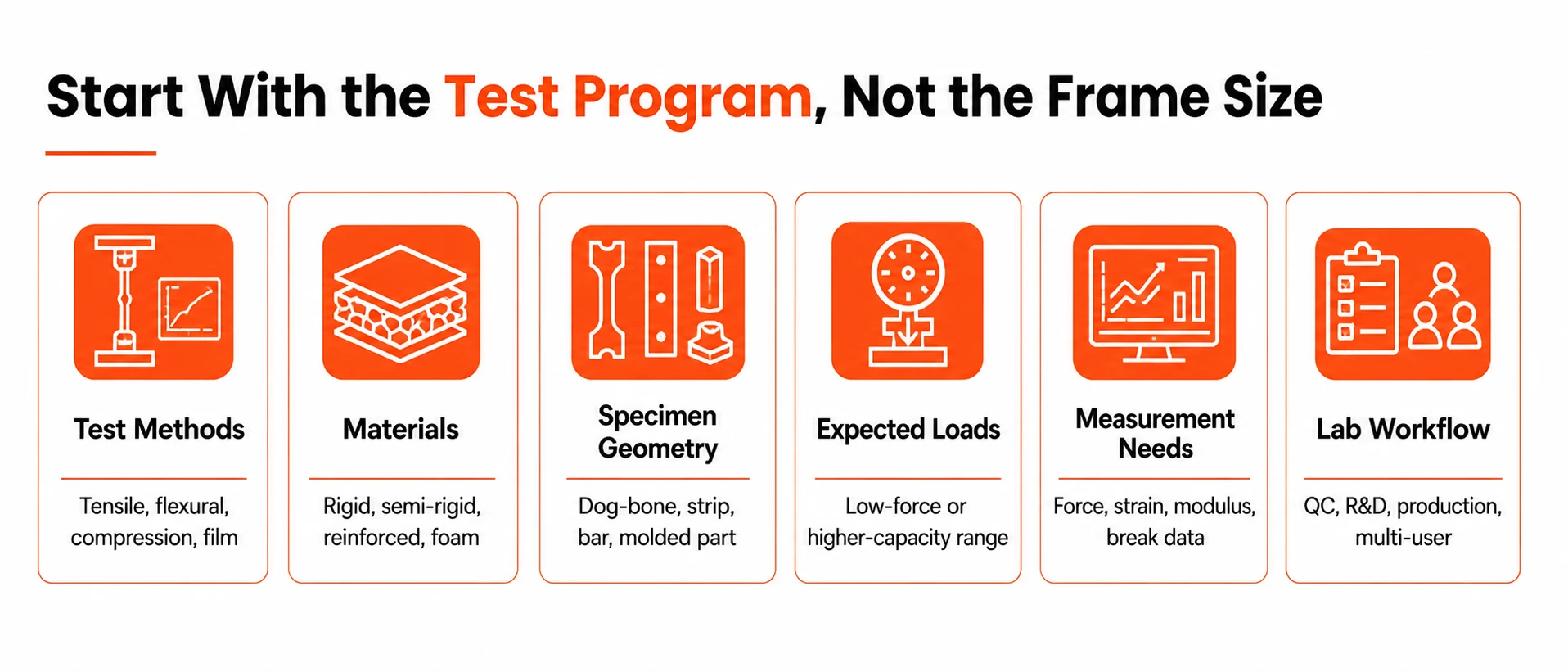
Let the Test Standard Define the Setup
A plastic UTM should not be chosen as a generic machine first and matched to standards later. In plastics testing, the standard shapes the real buying logic. It affects specimen format, fixture choice, strain measurement, and the level of control the system needs.
| Standard | Typical Use in Plastics Labs | What It Changes |
| ASTM D638 | Tensile testing of rigid plastic specimens | Specimen style, grips, extensometry, tensile workflow |
| ISO 527-2 | Tensile testing of rigid and semi-rigid plastics | Specimen dimensions, strain setup, reporting basis |
| ASTM D790 | Flexural testing of rigid and semi-rigid plastics | Bend fixture, span setup, modulus workflow |
| ISO 178 | Flexural testing with stricter modulus handling | Deflectometer or compliance correction, specimen depth, setup details |
| ASTM D695 | Compression testing of rigid plastics | Compression hardware, load range, sample support |
| ASTM D882 | Tensile testing of thin films and sheets | Low-force handling, grip choice, and film-specific specimen behavior |
Once the standards are clear, force capacity becomes easier to judge. The next step is to separate useful capacity from extra capacity that may never be used.
Why Force Capacity Alone Is a Poor Buying Shortcut
Force capacity gets too much attention because it is the easiest specification to compare. A higher number looks safer and more flexible. In plastic testing, this often leads to the wrong decision. Capacity only matters in relation to the methods, materials, specimen types, and measurement requirements the lab actually has.
Many routine plastics programs fall within lower benchtop force ranges, especially when the work centers on common rigid and semi-rigid specimens. The better approach is to compare expected specimen loads against the standards, materials, and fixtures the lab actually uses instead of choosing capacity by assumption. If the lab mostly runs tensile and flexural tests on common rigid or semi-rigid plastics, a larger frame is not automatically the better choice.
Higher capacities, such as 30 kN or 50 kN, become more relevant when the program includes reinforced plastics, composite materials, larger specimens, or more demanding fixture setups. The same logic holds when the lab expects larger specimens, broader material coverage, or more demanding fixture setups. More capacity should come from the testing scope, not from a habit of buying extra force for reassurance.
A larger capacity rating does not improve data quality on its own. It does not fix poor gripping, weak strain measurement, incorrect fixture choice, or a mismatch between the machine and the method. In plastics work, good results depend more on low-force control, stable specimen handling, suitable extensometry where modulus matters, and a setup aligned with the standard being used.
Overbuying often starts with one visible number: maximum force. A better comparison looks at expected loads, working-range accuracy, grip and fixture needs, modulus requirements, and setup changes. Higher capacity is justified when reinforced plastics, larger specimens, tougher materials, or broader fixture requirements clearly call for it.
The Hidden Decision Points Buyers Miss: Grips, Fixtures, Extensometers, and Software
In plastic testing, the frame is only part of the system. Grips, bend fixtures, strain measurement, and software directly affect specimen handling, repeatability, and reporting. Buying errors often start when those parts are treated as secondary.
Grip choice affects slippage, specimen damage, and data consistency. Pneumatic, side-action, self-tightening, or roller-style grips may be used depending on the plastic type, specimen thickness, elongation behavior, and slip risk. The grip should match the specimen and the standard, not be added as an afterthought.
Flexural testing also depends on span setup, specimen depth, and the selected method. For ASTM D790 and ISO 178 workflows, those details affect fixture setup and measurement conditions, so they should be defined before the machine and fixture package are finalized.
Extensometers matter when modulus and strain accuracy are part of the program. A larger frame does not solve that requirement. If the lab needs modulus-quality strain data, the strain measurement method should be specified early in the buying process.
Software affects repeatability, setup speed, and reporting. In routine lab work, that can matter as much as the machine range. Our GenTest software supports the full testing workflow with method templates, setup guidance, live curves, and reporting tools.

Different Plastics Programs Need Different Machine Logic
Plastic testing is not one fixed workflow. A lab running routine tensile tests on molded specimens needs a different configuration than a lab handling films, reinforced plastics, development samples, or mixed-use teaching work.
Routine QC labs usually need consistency more than range. Their priority is repeatable setup, stable gripping, straightforward reporting, and fast operator workflow. For that type of lab, a system that covers the required standards and load range without extra complexity is often the better fit.
Production-support labs often work under similar constraints, but speed and throughput usually carry more weight. When test data supports manufacturing decisions, method setup, reporting clarity, and repeatability from one test to the next become central. Fixture changes may be limited, but the process still has to stay efficient under daily production pressure.
R&D and formulation labs usually need more flexibility. Their work may involve a wider material mix, changing specimen types, more frequent method changes, and closer attention to modulus or strain behavior. For that type of work, grips, extensometry, fixture options, and broader method coverage become more important.
University, institutional, and other multi-user labs often need a balance between flexibility and ease of use. Different operators may run different methods on the same machine, which puts more value on clear software workflow, guided setup, and configurations that reduce operator-to-operator variation. A system can be technically capable and still be a poor fit if it is harder to run consistently across a mixed user base.
Benchtop vs Floor-Standing Machines for Plastic Testing
Many routine tensile and flexural plastics programs can be handled with benchtop systems when the expected loads, specimen size, and fixture needs stay within that range. A floor-standing frame should be selected only when the application requires more capacity, clearance, or setup flexibility. More capacity can be useful, but it should not be treated as the default answer for standard plastics testing.
| Option | Best Fit | Not a Good Reason to Choose It |
| Benchtop | Routine plastics QC, standard tensile and flexural work, limited lab space | Fear of being “too small” |
| Floor-standing | Reinforced plastics, larger samples, more fixture clearance, broader application scope | Buying extra capacity just for reassurance |
The decision should come from the test program, not from frame size alone. Once the required range, clearance, fixtures, and software workflow are clear, it becomes easier to match the application to the right NG-EML series.
How NextGen NG-EML Systems Fit Plastic Testing Workflows
Once the test scope is clear, the machine choice becomes more practical. Many plastics labs do not need to start with the largest available frame. They need a system that fits the expected force range, specimen types, standards, grips, fixtures, and reporting workflow. For many applications, the NG-EML Series A and Series B are the most relevant starting points.
NG-EML Series A
 The NG-EML Series A is a compact single-column benchtop universal testing machine for lower-force plastic testing. It fits labs that work with small plastic specimens, thin films, flexible sheets, foams, packaging materials, or routine low-load quality control work. Its 50 N to 5 kN range makes it a practical option when the test program does not call for a larger dual-column frame.
The NG-EML Series A is a compact single-column benchtop universal testing machine for lower-force plastic testing. It fits labs that work with small plastic specimens, thin films, flexible sheets, foams, packaging materials, or routine low-load quality control work. Its 50 N to 5 kN range makes it a practical option when the test program does not call for a larger dual-column frame.
Key fit points include:
- 50 N to 5 kN force range
- Single-column benchtop design
- Suitable for tension, compression, and flexural testing
- Practical fit for plastics, rubber, foams, films, and thin materials
- Compact footprint for labs with limited space
- GenTest software for method setup, live curves, and reporting
Series A makes sense when the main goal is controlled low-force testing without moving into a larger system too early. For labs focused on lighter plastic specimens or space-conscious QC work, it can provide the needed range without adding unused capacity.
NG-EML Series B
 The NG-EML Series B is a dual-column benchtop universal testing machine for broader routine plastics testing. It fits labs that need more stiffness, more test space, and a higher force range while still keeping the system in a benchtop format. For many plastics labs running tensile, compression, and flexural methods, this is the more versatile everyday choice.
The NG-EML Series B is a dual-column benchtop universal testing machine for broader routine plastics testing. It fits labs that need more stiffness, more test space, and a higher force range while still keeping the system in a benchtop format. For many plastics labs running tensile, compression, and flexural methods, this is the more versatile everyday choice.
Core specifications include:
- 100 N to 10 kN force range
- Dual-column benchtop frame
- Class 0.5 accuracy
- Direct-drive servo system with closed-loop control
- Suitable for plastics, rubber, composites, and high-performance polymers
- Compatible with GenTest software, grips, fixtures, and extensometry options
Series B fits labs that need more flexibility than a lower-force single-column system can provide. It can be a strong match for routine ASTM D638, ISO 527-2, ASTM D790, and ISO 178 workflows when the expected loads, fixtures, and strain measurement requirements fit the system range.
How to Decide Between Series A and Series B
Choose NG-EML Series A when the work is mainly low-force, compact, and focused on lighter plastic specimens, films, foams, or smaller samples. Choose NG-EML Series B when the lab needs a broader benchtop system for standard tensile, compression, and flexural testing across a wider range of plastics.
This comparison keeps the product choice tied to the test program. It also helps avoid one of the most common purchasing problems: paying for capacity or configuration that the lab does not actually need.
Common Buying Mistakes That Lead to Overspending
Overspending on a plastic UTM usually starts before the machine is selected. The biggest mistakes tend to come from treating frame size as the main decision and leaving the rest of the test system for later.
Common buying mistakes include:
- Choosing by maximum force instead of expected loads: many standard plastics programs fit within lower benchtop ranges, yet buyers may still move upward because a larger number looks safer.
- Leaving standards until after frame selection: ASTM D638, ISO 527-2, ASTM D790, ISO 178, ASTM D695, and ASTM D882 change specimen type, fixture needs, and measurement requirements, so they should shape the buying logic from the start.
- Underestimating grip and fixture requirements: poor grip selection can lead to slippage, specimen damage, or weak repeatability. Flexural testing also depends on fixture setup and span geometry, not only on the frame.
- Assuming crosshead data is enough in every case: when modulus and strain accuracy are part of the program, extensometry and measurement quality need to be considered early.
- Buying a larger capacity for a mostly benchtop plastics workflow: a higher-capacity or floor-standing frame only makes sense when specimen size, material strength, fixture space, or method range clearly requires it.
- Treating software as secondary: repeatability, setup speed, operator consistency, and reporting all depend on workflow control, especially in routine lab use.
- Planning the frame before the full test system: unnecessary cost often enters the purchase when buyers focus on machine range first and leave grips, fixtures, strain measurement, and software for later.
A Practical Selection Framework: How to Right-Size a UTM for Plastic Testing
Before choosing the machine range, the lab should answer a short set of practical questions. That makes it easier to size the system around real testing needs instead of around assumptions.
- What materials do you test most often?
Rigid plastics, semi-rigid parts, reinforced plastics, films, sheets, foams, and broader mixed-material programs do not create the same demands on the system. - Which standards do you run most often?
ASTM D638, ISO 527-2, ASTM D790, ISO 178, ASTM D695, and ASTM D882 lead to different specimen formats, fixture needs, and strain measurement requirements. - What loads do you actually expect?
For many routine plastics programs, 5 kN or 10 kN already covers the real workload, while reinforced plastics or broader mixed-material work may justify more capacity. - Do you need modulus-quality strain measurement?
If modulus and strain accuracy are part of the program, extensometry and measurement quality need to be planned early. - Which grips and fixtures are required?
Tensile bars, thin films, and flexural specimens do not use the same hardware, so grip style, bend fixtures, and span geometry should be defined before the machine is narrowed down. - How many operators will use the system?
A multi-user lab usually needs more guided workflow, repeatability, and reporting control than a specialist setup with one trained operator. - How often do methods change?
A routine QC workflow may stay within a narrow setup, while R&D or mixed-use labs may switch more often between fixtures, methods, and specimen types. - Do you need broader flexibility or mainly routine plastics QC?
Some labs need a system for standard plastics quality control, while others need room for reinforced materials, changing methods, or wider development work.
A quick way to narrow the choice:
- If your lab mostly runs ASTM D638 or ASTM D790 on common rigid plastics, a lower-capacity benchtop system may already cover the practical range.
- If the workload includes reinforced plastics, broader fixture changes, or larger and stiffer samples, a wider dual-column range becomes easier to justify.
- If repeatability, modulus work, and operator consistency matter as much as force range, grips, extensometry, and software should be part of the decision from the start.
Choose a Plastic Testing System That Matches the Work
The right universal testing machine for plastic testing is not the one with the highest force rating. It is the one that matches the lab’s materials, specimen forms, standards, expected loads, modulus requirements, and day-to-day workflow. A right-sized system helps control cost, supports better repeatability, and gives operators the grips, fixtures, strain measurement, and software workflow needed for reliable results.
NextGen’s NG-EML line fits that approach because it is built as a range rather than a one-size-fits-all answer. With the right combination of machine range, GenTest software, grips, fixtures, and extensometry options, plastics labs can support routine QC, development work, and broader application needs without overbuying. If your lab is reviewing its current setup or planning a new plastics testing system, NextGen can help match the right UTM configuration to your materials, standards, workflow, and testing requirements.